 MODELING
OF MICROBIOLOGICAL AND BIOCHEMICAL PROCESSES UNDER THE CONDITIONS OF STEAM
CONTACT STERILIZATION IN CONTAINERS OF TURKEY MEAT PATE
MODELING
OF MICROBIOLOGICAL AND BIOCHEMICAL PROCESSES UNDER THE CONDITIONS OF STEAM
CONTACT STERILIZATION IN CONTAINERS OF TURKEY MEAT PATE
Tetiana Prylipko
State Agrarian and EngIneering University in Podilya, Ukraine
E-mail: tprilipko59@gmail.com
Volodymyr Kostash
State Agrarian and EngIneering University in Podilya, Ukraine
E-mail: kostashv@ukr.net
Tetiana Koval
State Agrarian and EngIneering University in Podilya, Ukraine
E-mail: kovaltanya@i.ua
Alina Shuliar
Zhytomyr National Agroecological University, Ukraine
E-mail: alyonashulyar7@gmail.com
Volodymyr Tkachuk
Zhytomyr National Agroecological University, Ukraine
E-mail: volodymyr.tkachuk@lnu.edu.ua
Alona Shuliar
Zhytomyr National Agroecological University, Ukraine
E-mail: alyonashulyar7@gmail.com
Submission: 9/7/2020
Revision: 9/21/2020
Accept: 03/24/2021
ABSTRACT
The article proposes modes of sterilization of meat pate from turkey meat,
which was determined by the method in which the actual lethality Ff relative to
the microflora should be equal to or exceed the required lethality of the
sterilization process Fn (Ff ≥ Fn) canned turkey pate. The results of the
study of the dependence of the kinetics of biochemical reactions on the
thermal, chemical and mechanical sensitivity of the processed product, on pressure,
temperature and chemical potential are
presented. One of the effective ways to intensify the heat transfer process is
the contact heating of the product by means of steam supply, which has a
technological effect on the processed products. When comparing the results of
the simulated results with experimental data, it is established that the
solution of the problem of calculating the temperature field of the product on
a computer gives quite satisfactory results between the calculated and
experimental data. It is established
that as a modification for the processed products it is necessary to solve
thermohydromechanical equations with the corresponding initial and boundary
conditions in addition to the transfer equation for each scalar quantity.
Keywords: Pressure; Temperature; Parameters; Stea; Contact heating; Production; Sterilization; Microflora; Packaging; Diffusion; Physico-chemical
Parameters
1.
INTRODUCTION
Targeted combination of prescription
ingredients provides a food composition with a given chemical composition. This approach forms the basis of the use of
raw materials, the main advantage which is the potential for mutual enrichment
of ingredients included in the recipe for one or more essential factors with in
order to ensure the fullest compliance created compositions of the formula
of balanced or adequate nutrition Antipova (2015), Buttriss, (2006) and Tsurkan, Gurich and Polevoda (2014).
An important task of the meat
canning industry is to increase production and improve product quality by optimizing
technological processes, identifying and using hidden reserves, saving raw
materials and energy resources. Meat
pate is a source of essential human proteins, calcium, iron and some vitamins,
the lack of which leads to a delay in physical development, reduced
immunity. Insufficient meat in the human
diet slows down the metabolism. Canned
meat, namely pâtés, are products made from meat, offal and other
raw materials in hermetically sealed containers and pasteurized or sterilized
to kill microorganisms and Make Them Stable During Storage (Prylipko,
Bukalova & Lyasota, 2019;
Yakubchak, 2014).
To date, the range of meat products
still lacks scientifically sound recipes for canned meat products in the form
of general-purpose pâtés that would meet the standards of healthy
eating. The production of combined
products, which can include canned pâtés, can be considered as
part of the man-made technological sphere (Cherevko & Poperechny, 2014; Vynnykova, 2006; Zhang et al., 2015).
It is known that the nutritional
value of meat products depends on the content of biologically important
components, the change of which in the process of processing has a decisive
influence on the quality of finished products in relation to the enzymes of the
gastrointestinal tract, ability to digest and meet certain physiological
needs. In a balanced diet, turkey pate
has no substitutes. Their nutritional
value is characterized by high caloric content and digestibility (Belk, George & Tatum 2012; Bohirov, Shcherbakov & Bakunova, 2013).
The scientific substantiation of
rational modes of sterilization of pâtés should be reduced not
only to the study of the possibility of reducing the sterilizing effect in the
production of industrial sterile products, but also to establish the
dependences of objective criteria of quality and nutritional value. Particular attention should be paid to the
study of structural changes in proteins and lipids in canned pâtés
depending on the composition and modes of heat treatment (Tsurkan, Gurich & Polevoda, 2014; Kaletnik & Yanovich, 2017).
2.
LITERATURE REVIEW
The kinetics of biochemical
reactions to varying degrees depends on the thermal, chemical and mechanical
sensitivity of the processed product, pressure, temperature and chemical
potential. The pressure propagates in
the fluid according to the Pascal principle in all directions, passing for
small adiabatic changes of pressure with the speed of sound. For this reason, it can be assumed that the
pressure occurs almost instantly throughout the chamber.
From this assumption follows the
available in the literature not tested enough in real conditions conclusion
that the influence of pressure in comparison with thermal processes has the
advantage that it can affect rapidly and uniformly the entire processed
substance, regardless of shape, size and composition. However, the possibility
of physical and thermal inhomogeneity is ignored, which is explained by the
fact that in the phase of pressure increase due to the change in volume, the
temperature of the treated medium increases (Voronenko, 2008; Prilipko & Kutsyi, 2013; Ibatullin, Zhukorsky & Bashchenko, 2017).
The creation of high-performance
heat exchange equipment that meets the current level of development of industry
and technology requires significant intensification of heat transfer
processes. One of the effective ways,
both in terms of intensification of the heat transfer process and energy
savings, is the contact heating of the product by means of steam, which has a
technological impact on the processed products (Palamarchuk, Polvado & Kutsyi, 2017).
Heat transfer during steam contact
heating of products is a complex phenomenon associated with the simultaneous
transfer of heat and mass of matter. The
amount of transferred mass is determined by the amount of condensed steam, and
the transferred heat (provided saturated steam) - the heat of vaporization (Kaletnik & Yanovich, 2017).
When steam-contact heating takes
into account a significant number of determinants, with the greatest importance
are both thermophysical properties of the heating steam and physico-chemical
properties of the product. Taking into
account all the factors influencing the heat transfer process during steam
contact heating is very difficult not only theoretically but also
experimentally (Bogatko, Bukalova &
Lyasota, 2019; Terziev, 2012).
The main parameter in the process of
thermal sterilization of food products, including by means of steam contact
heating, is the temperature of the product, which is the main factor for
establishing the sterilization modes of canned food. Therefore, one of the main tasks in the study
of the sterilization process with this method of heating is to determine the
temperature field of the product or to detect the dynamics of temperature
change at different points of the product depending on the parameters of
heating steam, its supply conditions and physical properties of processed raw
materials (Prylipko, Koval & Kostash, 2020; Lyasota &
Bakhur, 2020).
The
purpose of the article - calculation of non-stationary
temperature field in a container heated from the outer surface from a heat
source of a given intensity, taking into account convection in the radial
direction.
1.
DATA AND METHODOLOGY
In the study and development of new technological
solutions for canned meat pate that meets modern market requirements and the
principles of healthy eating, the rationale for the optimal sterilization of
canned turkey pate was based on analytical, statistical and comparative
research methods.
To achieve this goal it was
necessary to solve the following tasks:
·
to optimize
the mode design parameters of the vertical autoclave of periodic action
B6-KA2-B-2;
·
to carry out
mathematical modeling of recipes of meat pate taking into account new types of
raw materials and balance of the main components on conformity to requirements
of a healthy food and to develop a compounding and the technological scheme of
production of pate from turkey meat;
·
to carry out
rotatable central-compositional planning of multifactorial experiment on the
basis of search experiments;
The
article proposes modes of sterilization of meat pate from turkey meat, which
were determined by the method in which the actual lethality Ff relative to the
microflora should be equal to or exceed the required lethality of the
sterilization process Fn (Ff ≥ Fn).
Research methods:
biochemical (influence of enzyme preparations on collagen-containing raw
materials), physicochemical (changes in the chemical composition of turkey meat
under the action of heat loads and during storage), statistical (biometric
processing of research materials (Zhuravskaya, Alekhina & Otryashenkova, 2015). Software: MathCad,
MicrosoftExel, Compass - 3DV12 were used for theoretical research. To verify
the adequacy of the obtained experimental results, we used the method of
mathematical statistics using the program Statistics 6.0.
2.
RESULTS AND DISCUSSIONS
To formally determine the increase in temperature caused by the increase in
pressure, we first used the conservation equation from which we derived
equation (1.) relative to the total heat capacity H.
 (1)
(1)
 - fluid velocity vector,
- fluid velocity vector,
 – weight force vector,
– weight force vector,
 – liquid density, kg / m3;
– liquid density, kg / m3;
 – pressure, Pa;
– pressure, Pa;
 - hour, s.;
- hour, s.;
 – tensor of viscous stresses.
– tensor of viscous stresses.
He then used the equation
for a specific heat capacity h
 (2)
(2)
F - dissipation function,
and using
the thermodynamic ratio
 (3)
(3)
 – coefficient of thermal expansion,
– coefficient of thermal expansion,
we obtained the equation
of thermal energy,
 (4)
(4)
For example, water at room
temperature shows an increase in temperature from 2.5 K to 3 K when compressed
to 100 MPa. In the case of a similar
experiment with edible oils, the temperature rise can reach 10 K and above (Prilipko & Kuts,2013).
It is believed that the movement of
the liquid is necessarily present during the treatment of the liquid substance
by pressure. To show this
mathematically, we assumed that the density increases with increasing pressure
and decreases with increasing temperature, which is justified for most foods
and similar substances in the environment.
The appearance of the running field in a fluid that is initially at
rest, during compression, we showed using the equation of mass balance.
 (6)
(6)
During the compression phase, the
density increases with increasing pressure.
Therefore, the first term of equation (6) becomes nonzero. Since the left side must be zero, the fluid velocity must take non-zero
values. Therefore, increasing the
pressure enhances the movement of the fluid.
Temperature gradients play an important role in the deviation of flow
behavior from the hydrostatic state. We
traced this conclusion using the basic equations of hydrostatics:
must take non-zero
values. Therefore, increasing the
pressure enhances the movement of the fluid.
Temperature gradients play an important role in the deviation of flow
behavior from the hydrostatic state. We
traced this conclusion using the basic equations of hydrostatics:
 (7)
(7)

 (8)
(8)
 (9)
(9)
In equations (7-9) x, y and z are
Cartesian coordinates. Without losing
sight of the general idea, we assumed that the vector of gravity points in a
negative direction. Further
transformation of equation (8) in relation and equation (9) in relation gave
the following result:
 (10)
(10)
Therefore, the right-hand side of
equation (10) and the density derivative with  respect
to the relation must be constant and equal to zero (Tsurkan, Gurich & Polevoda, 2014)
respect
to the relation must be constant and equal to zero (Tsurkan, Gurich & Polevoda, 2014)
 (11)
(11)
However, this condition, as follows
from hydrostatics, cannot be maintained.
While the density is a function of temperature, and the latter is
transmitted in a direction different from the direction of the vector of
gravity, equation (11) is violated. As a
result, the flow of steam at a rate other than zero must occur, which leads to
convective transfer of high temperature and suspended solids.
The presence of thermal
inhomogeneity in the product and the subsequent inhomogeneity of the process
make it necessary to predict thermal inhomogeneity, including for the
application of countermeasures.
The results of a numerical
experiment to calculate the temperature field along the radius of a cylindrical
container depending on the parameters of the heating steam and the product are
presented in Figure 1.
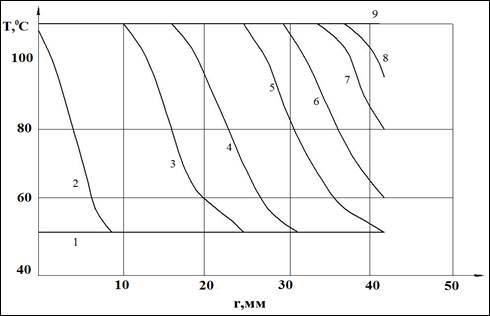
Figure 1:
Curves of temperature field changes in the process of steam contact heating of
the product in a cylindrical container with external heat supply at the
temperature of the heating steam Тп =
100 °С :1 – t = 0; 2 – t = 1; 3 – t = 20; 4 – t = 40; 5 – t = 80; 6 – t = 120;
7 – t = 160; 8 – t = 180; 9 – t = 200
In Figure 1 curves of changes in the temperature field of
the product during steam heating of the product from the initial temperature Tn
= 50 ° C to the final temperature Tk = 100 ° C condensing steam with a
temperature Tp = 100 ° C, with a steam flow rate of 0.001 kg / s The ambient temperature is taken Ts = 20 ° C,
and the heat transfer coefficient on the outer surface of the cylinder = 10 W /
(m K). As can be seen from Fig. 1 at the initial time (1.5-3 s) the
temperature in the Central layer almost instantly increases to the condensation
temperature of the vapor. The
temperature in the peripheral layers of the product does not change.
Upon further heating, mainly due to
the emerging radial convective flows, as well as thermal conductivity, the heat
flux gradually reaches the peripheral layers over time t = 260 s. As a result, a uniform temperature field is
established over the entire radius. To
determine the influence of the parameters of the heating steam on the
distribution of the temperature field of the product, we performed calculations
at different temperatures of the heating steam. (Palamarchuk. Polyevoda & Kutsyi,
2017)
In fig. In Figure 2
shows the curves of changes in the temperature field at the temperature of the
heating steam Tp = 110 ° C. As can be
seen, the increase in temperature contributes to the intensification of the
heat transfer process. However, this
leads to a sharp temperature difference between the central and peripheral
regions.
Comparison of the results of the simulated
results with experimental data allows us to conclude that the solution of the
problem of calculating the temperature field of the product on a computer gives
quite satisfactory results between the calculated and experimental data.

Figure 2: Curves
of temperature field changes in the process of steam contact heating of the
product in a cylindrical container with external heat supply at the temperature
of the heating steam Tp = 110 ° C: 1 - t = 0; 2 - t = 1; 3 - t = 20; 4 - t =
40; 5 - t = 80; 6 - t = 120; 7 - t = 160; 8 - t = 180; 9 - t = 200
The transfer of molecular (index m)
and cellular (index z) systems occurs by means of mechanisms induced by forced
and natural convection. Based on small
length ranges ( m for proteins and
m for proteins and  m for microorganisms) they are in mechanical and thermal equilibrium. Characteristic internal time scales of pulse
transfer into water as a dispersion medium
m for microorganisms) they are in mechanical and thermal equilibrium. Characteristic internal time scales of pulse
transfer into water as a dispersion medium  s and
s and  s give instructions on
mechanical equilibrium.
s give instructions on
mechanical equilibrium.
Similarly characterize the internal time scales  s and
s and  s energy transfer to water. These estimates require further consideration
near the phase transition boundaries.
There is a significant change in the state of "reaction time to
thermohydrodynamic effects", because they create velocity fields, fields
induced by friction of normal stresses and tangential stresses, as well as
pressure and temperature fields.
s energy transfer to water. These estimates require further consideration
near the phase transition boundaries.
There is a significant change in the state of "reaction time to
thermohydrodynamic effects", because they create velocity fields, fields
induced by friction of normal stresses and tangential stresses, as well as
pressure and temperature fields.
The above dimensions of the internal
time scales of dispersed molecular and cellular systems differ significantly
from the typical duration of the process τпроц* processing.
So, Deborah's number  takes an infinitesimal value. This
dimensionless index expresses the local equilibrium, i.e. the presence of a
"congruent thermohydrodynamic state" of the continuous phase and
dispersed molecular and cellular systems at any time under the influence of
high pressure at given spatial coordinates, which greatly facilitates modeling,
as it allows us to reflect the technological impact on molecular and cellular reactions as
general scalar quantities Θ*. In dimensionless form for the relation
takes an infinitesimal value. This
dimensionless index expresses the local equilibrium, i.e. the presence of a
"congruent thermohydrodynamic state" of the continuous phase and
dispersed molecular and cellular systems at any time under the influence of
high pressure at given spatial coordinates, which greatly facilitates modeling,
as it allows us to reflect the technological impact on molecular and cellular reactions as
general scalar quantities Θ*. In dimensionless form for the relation  we received the corresponding transfer model:
we received the corresponding transfer model:
 (12)
(12)
The
left side of the model equation completely coincides with the equation of
conservation of mass. For the molecular
biocomponent, equation (12) expresses the induced changes that are associated
with diffusion, as well as with a qualitative change (activation or
deactivation) of biocomponents.
Diffusion effects are based on the existence of inhomogeneous scalar
fields Θ.
Parameter DΘ in the first term of the right side of
equation (12) is given for the diffusion constant of the molecular or cellular
process. The magnitude of the diffusion
obviously depends on the inverse of the product of the Reynolds test Re0
and Schmidt's criterion
Schmidt's criterion evaluates
the ratio of diffusion momentum to scalar transfer  . he next effect associated with positive or
negative "production" , expresses a dimensionless initial term
. he next effect associated with positive or
negative "production" , expresses a dimensionless initial term . The
value of the Damköller criterion
. The
value of the Damköller criterion  sets the
intensity of the source
sets the
intensity of the source  . It describes the relationship
between the convection time scale and the molecular reaction time scale. For example, in the reaction of the nth order
with concentration
. It describes the relationship
between the convection time scale and the molecular reaction time scale. For example, in the reaction of the nth order
with concentration  source intensity
source intensity  Damköller's
criterion is
Damköller's
criterion is  .
.
One of the main ideas of equation (12) is that molecules - if the required
values of the thermodynamic variable pressure and temperature prevail - react
accordingly.
Therefore, cellular responses can be
modeled similarly (Cherevko
& Poperechny, 2014) Pressure-induced suppression of
microorganisms as a scalar quantity depends on the intensity of the source of
vital suppression (for example, the pressure in combination with the
barosensitivity of the corresponding microorganisms), diffusion transfer of
destroyed microorganisms based on pure Brownian motion and convective transfer
based on forced coercion. Introducing the initial term into equation (12),
we proceeded from the hypothesis that in addition to the local mechanical and
thermal equilibrium between the dispersed and continuous phases, there is local
homogeneity.
Specifically, this means that the
reactions both in the considered place of the processed product and in its
immediate spatial environment take place depending on the same local
thermohydrodynamic state. Thus, in
places with a spatially very small distance between the reactions that take
place, there are no mutual influences, no restrictions and slowdowns. Since these interactions are completely
unavoidable, we considered it rational to despise the interactions if the
average distance s* between two
molecules or microorganisms takes significantly more value than their
characteristic length scales im і iz. Checking the probability of this
requires calculating the size of the next criterion, the Knudsen number Kn,
which is used in gas dynamics for comparative reasoning.
To
achieve the goal of our research, we adapt the definition of Knudsen's number as  . As a result, we assumed that
local homogeneity approximately exists at low concentrations of dispersed
systems, ie for larger values
. As a result, we assumed that
local homogeneity approximately exists at low concentrations of dispersed
systems, ie for larger values  . Checking the probability of
local homogeneity, ie that no relationships occur between adjacent spatial
zones, is also of great importance for scaling.
This is due to the fact that the measurement of the kinetic data of the
reaction takes place in very small cells operating under pressure, in which the
effect of thermohydromechanical distributions is relatively small. Not only local but also, to a certain extent,
global homogeneity should prevail approximately here. In contrast, the distributions of
thermohydromechanical fields that inevitably occur in large chambers can affect
the reaction rate in a way other than that expressed by equation (12).
. Checking the probability of
local homogeneity, ie that no relationships occur between adjacent spatial
zones, is also of great importance for scaling.
This is due to the fact that the measurement of the kinetic data of the
reaction takes place in very small cells operating under pressure, in which the
effect of thermohydromechanical distributions is relatively small. Not only local but also, to a certain extent,
global homogeneity should prevail approximately here. In contrast, the distributions of
thermohydromechanical fields that inevitably occur in large chambers can affect
the reaction rate in a way other than that expressed by equation (12).
Given these conditions, we concluded
that the transfer of mass, momentum, energy, and scalars has a strong effect on
the interaction, however, an exact similarity cannot be achieved. This works, in particular, if the goal is to
set specific results of technological influence, such as inactivation of
cellular and molecular systems, but it is a significant difficulty not only for
scaling, but also for any simplification of modeling and simulation.
Until now, the use of the complete
transfer equation was absent for scalar quantities. In contrast, numerous simplifications are
known, for example, used to describe the temporal dependence of molecular and
cellular reactions.
 (13)
(13)
Model (13) is the most commonly used
mathematical expression (Terziev, 2012) To simplify equation, we introduced the term  , which
can take into account the effect of convection transfer Θ through the
always present in the liquid compressed product velocity field
, which
can take into account the effect of convection transfer Θ through the
always present in the liquid compressed product velocity field  :
:
 (14 )
(14 )
Thus, the temperature and flow
fields caused by the effect of VT significantly affect the transformation of
any target component of the processed product.
Thus, the authors (Shazzo Kas'janov, 2000; Bohirov, Shcherbakov & Bakunova, 2013; Tsurkan, Gurich &
Polevoda, 2014) showed that these fields really significantly affect the inactivation of
microorganisms (Escherichia coli) and enzymes (Bacilius subtiiisα-amylase ) in packaged foods.
As
a modification for the processed products, it is necessary to solve
thermohydromechanical equations with appropriate initial and boundary
conditions in addition to the transfer equation (12) for each scalar
quantity. In all cases, models based on
these equations predict the existence of thermohydromechanical inhomogeneities
that cause differences in the number of surviving microorganisms, ie mortality
as a scalar quantity corresponds to equation (14).
In
the case of viscous plastics, the starting point is the thermal equation for
temperature T (K):
 (15)
(15)
ρ = ρ (T,
P) density (kg / m3),
Cp = Cp (T, P) heat capacity (J / (kg.K),
k = k (T, P) thermal
conductivity ),
and tf time (s)
he
right side of the equation denotes an internal increase in temperature due to a
change in pressure. Here P = P (t) is the
pressure (MPa) created in the chamber, and α = α (T, P) is given as:
·
coefficient
of thermal expansion (K–1)
for the fluid that creates pressure in
the area ΩP*, 0, anywhere else.
This
condition is the result of the following law (Method for the
determination of total nitrite content (control method) (ISO 2918: 1975, IDT): DSTU ISO 2918, 2005 (Kotsiumbas, 2012; Zhuravskaya, 2015)
 (16)
(16)
ΔT- temperature change
due to pressure change ΔP, V (m – 3) volume, m (kg) mass.
In the thermal conductivity equation (16), we finally took into account
the corresponding initial and limiting conditions depending on the design of
the equipment.
(17)
where n - the outer normal unit
vector at the boundary of the working area,
T0 - initial temperature,
Tr - the cooling or heating temperature that remains constant within the
known temperature Γr * (which cools or heats the food sample),
Tocr - ambient temperature (constant);
h W / (m2 • K) - heat transfer coefficient.
Since we used a
cylindrical coordinate system and axial symmetry, we rewrote the system (16,
17) as the following 2-dimensional problem:
 (18)
(18)
This model is suitable
for the case when the filling factor of the food sample inside the chamber is
much higher than the filling factor of the pressure medium. If the fill factor of the food sample inside
the chamber is not much higher than the fill factor of the pressure medium, the
final solution with this model may be very different from the experimental
values.
As mentioned above, the
inhomogeneous temperature distribution is the cause of the inhomogeneous
density distribution in the pressure medium and, as a consequence, causes a
lifting force during the movement of the fluid.
In other words, free convection.
This movement of the fluid can affect the temperature distribution. To account for this fact, we used a
non-isothermal flow model. We
hypothesized that the flow velocity field, u (ms – 1), corresponds to the
Navier – Stokes equation for a compressed Newtonian fluid according to the
original Stokes premise and obtained the following system of equations:
 (19)
(19)
where g is the
gravitational vector (m / s2);
η = η (T, P)
- dynamic viscosity (Pa• s); p = p (x, t) is the pressure that occurs during
mass transfer inside the liquid, and P + p is the total pressure (MPa) in the
medium that exerts the pressure.
It should be emphasized
that in the right part of the first equation (18) can be written  but we have made the
assumption that the internal heat resulting from mass transfer can be
neglected. In the right part of the
second equation we put
but we have made the
assumption that the internal heat resulting from mass transfer can be
neglected. In the right part of the
second equation we put  because P =
P (t)
depends only on time and therefore
because P =
P (t)
depends only on time and therefore  . Density
ρ = ρ (T, P) is a
fixed function of the state.
. Density
ρ = ρ (T, P) is a
fixed function of the state.
The system of equations (19) was
developed taking into account the corresponding points, limits and initial
conditions:
 (20)
(20)
where
A1 - angular point Γp *, which is the boundary of the zone ΩP *.
It should be noted that the state of
point A1 means that the total pressure (P + p) at this point is equal to the
pressure in the chamber P plus atmospheric pressure. As shown above, for the model with heat
transfer due to thermal conductivity, the system of equations (18), the system
of equations (19) and (20) can also be rewritten as the equivalent of a
2-dimensional problem using cylindrical coordinates.
3.
CONCLUSIONS AND RECOMMENDATIONS
1. The kinetics of biochemical reactions depends
on the thermal, chemical and mechanical sensitivity of the processed product,
pressure, temperature and chemical potential.
2. One of the effective ways to
intensify the heat transfer process is the contact heating of the product by
means of steam, which has a technological impact on the processed products.
3. As a modification for the
processed products it is necessary to solve the thermohydromechanical equations
with the corresponding initial and boundary conditions in addition to the
transfer equation for each scalar quantity.
Modes of sterilization of meat pate from turkey
meat are offered, which were determined by the method in which the actual
lethality Ff relative to the microflora should be equal to or exceed the
required lethality of the sterilization process Fn (Ff ≥ Fn).
REFERENCES
Antipova, L.V. (2015). Research methods of meat and meat products. Kyiv: Kolos.
Belk, K. E., George, M. H., &
Tatum, J. D. (2012). Volatile
production in irradiated pale soft exudative (PSE) and dark firm dry (DFD) beef
under different packaging and storage conditions J. Animal Science, 79(3), 688–697.
Bogatko, N., Bukalova, N., Lyasota, V., Artemenko L., Bogatko, L., Bakhur, T., Prilipko, T., Zabarna, I., Savchuk, L., & Tkachuk, S. (2019).
Some indices’ determination of raw and pasteurized cow milk by ukrainian
manufacturers using unique express methods. Journal of Microbiology, Biotechnology and Food Sciences (JMBFS),
9(1), 9-14. DOI: 10.15414/jmbfs.2019.9.1.
Bohirov, V. V., Shcherbakov, G. N., & Bakunova, A. V. (2013). Theoretical
basis of heat engineering examples and problems. Proc. manual / FGOUVPO
"Ivanovo state energy University".
Ivanovo.
Buttriss, J. (2006). Hanging on the coat tails of the obesity epidemic: will
metabolic syndrome be the next public health
crisis and does nutrition have a role in its prevention? J.
Sci. Food Agriculture, 86, 2285–2289.
Chicken & Turkey Meat
Production in Canada—Market Research Report [Report]. (2019). Retrieved from
https://www.ibisworld.com/canada/market-research-reports/chicken-turkey-meat-production-industry/
Cherevko, O. I., & Poperechny, A. M. (2014). Processes and apparatuses of food productions: textbook. 2nd edition. Kharkiv: World of Books
Ibatullin, I. I., Zhukorsky, O. M., & Bashchenko, M. I. (2017). Methodology and organization of scientific studies in
creativity: a tool. Kyiv: Agrarian Science.Workshop On Feeding Farm Animals:
Educ. Tool.
Jemenez-Colmenero, F. (2007). Healthiner Lipid formulation approaches in meat − based functional foods. Technogical options for, replacement of meat fats by non-meat fats. Trends
Food Sci. and Technol., 18, 567–578.
Kaletnik, G. M., & Yanovich, V. P. (2017). Prospects of development of vibrating machines for
primary processing of agricultural raw materials. Vinnytsia:
Vinnytsia
National Agrarian University. (in Ukrainian)
Kilincceker, O., & Karahan, A.
M. (2020). The effect of buckwheat flour on some quality properties of chicken
meatballs as an alternative to wheat flour. Сarpathian journal of food science and technology, 12(4), 155-164.
Kotsiumbas, H. I., Shcherbakovska, O. M., & Kotsiumbas, I. Ia. (2012) Ekspertyza kovbasnykh vyrobiv histolohichnym metodom. Lviv. 103 p. (in Ukranian)
Lynchab, S. A., O'Neill, A. M.,
Drummond, L., & Álvareza, C. (2018). Opportunities and perspectives
for utilisation of co-products in the meat industry. Meat Science, 144, 62–73. DOI:
https://doi.org/10.1016/j.meatsci.2018.06.019.
Meat and Meat Products. (2005). Method for the
determination of total nitrite content (control method) (ISO 2918: 1975, IDT): DSTU ISO 2918:
2005. Effect from 2008-01-01. To: State
Consumer Standard of Ukraine, 2010. 10 p.
(National Standard of Ukraine).
Palamarchuk, I. P., Polyevoda, J. A., & Kutsyi, V.
M. (2017). Matematychne modeliuvannia protsesu teplomasoobminu za umov parokontaktnoi sterylizatsii produktsii u tsylindrychnii tari [Mathematical modeling of
the process of evaporation in terms paracontact sterilization in cylindrical containers]. Tekhnika, enerhetyka,
transport APK, 64-70.
Prilipko, T. M., & Kuts, V. M. (2013). Patent No. 83518, Ukraine МПК9 AND 23В4/00. Canned
pate from the meat of turkeys. No. u201304965; Appl. 18.04.2013; publ. 10.
09., bull. No. 17/2013.
Prylipko, T.,
Bukalova, N., & Lyasota, V. (2019). Features of the introduction of the
HACCP system on enterprises of Ukraine. The potential of modern scienct. London, 1, 49-60.
Prylipko, T., Koval, T., Kostash, V., Tocarchuk T. &
Tsvihun, A. (2020). Оptimization of recipe turkey meat pate. Сarpathian journal of food science and technology, 12, Nr.(4), 98-112.
ISSN-L2066-6845.http://chimie-biologie.ubm.ro/carpathian_journal/index.html
Terziev, S. G. (2012). Elektrodiffuzionnaya model teplomassoperenosa v termosifonnyih apparatah. Nauk. pr. ONAHT, 41(1), 219–222.
Terziiev, S. H., Malashevych, S. A., & Ruzhytska, N. V. (2011). Doslidzhennia protsesu sushinnia shlamu kavy pid diieiu infrachervonoho vyprominiuvannia. Naukovyi
visnyk Lvivskoho natsionalnoho universytetu veterynarnoi medytsyny ta biotekhnolohii im. S. Z. Gzhytskoho,
13(4) (50), Ch. 4, 131–134.
Tsurkan, O. V., Gurich, A. Y., & Polevoda, Y. A. (2014). Substantiation of
technological and constructive schemes of the autoclave with an aerodynamic
intensifcation. Scientific works ONAFT, 2(46). p.
Voronenko, В. А. (2008). The mathematical description of processes of heat
and mass transfer in meat products during their heat treatment. Processes and equipment of food
productions, 2, 27-30.
Yakubchak, O., Melnichuk, S., Zvon,
A., & Deineko, E. (2014). HACCP - an effective preventive system for guaranteeing food safety. Meat business, 7(25), 68–69.
Zhang, R. et al. (2016). Effect of oral administration of probiotics on growth
performance, apparentnutrient digestibility and stress-related indicators in
Holstein calves. Journal of Animal
Physiology and Animal Nutrition, 100 (1), 33–38.
https://doi.org/10.1111/jpn.12338.
Zhuravskaya, N. K., Alekhina, L. T., &
Otryashenkova, L. M. (2015) Research and quality control of meat and meat
products. Moskow: Agropromizdat. (in Russian)